手机:18815239758(同微)
电话:0576-89881178
电话:0576-89825885


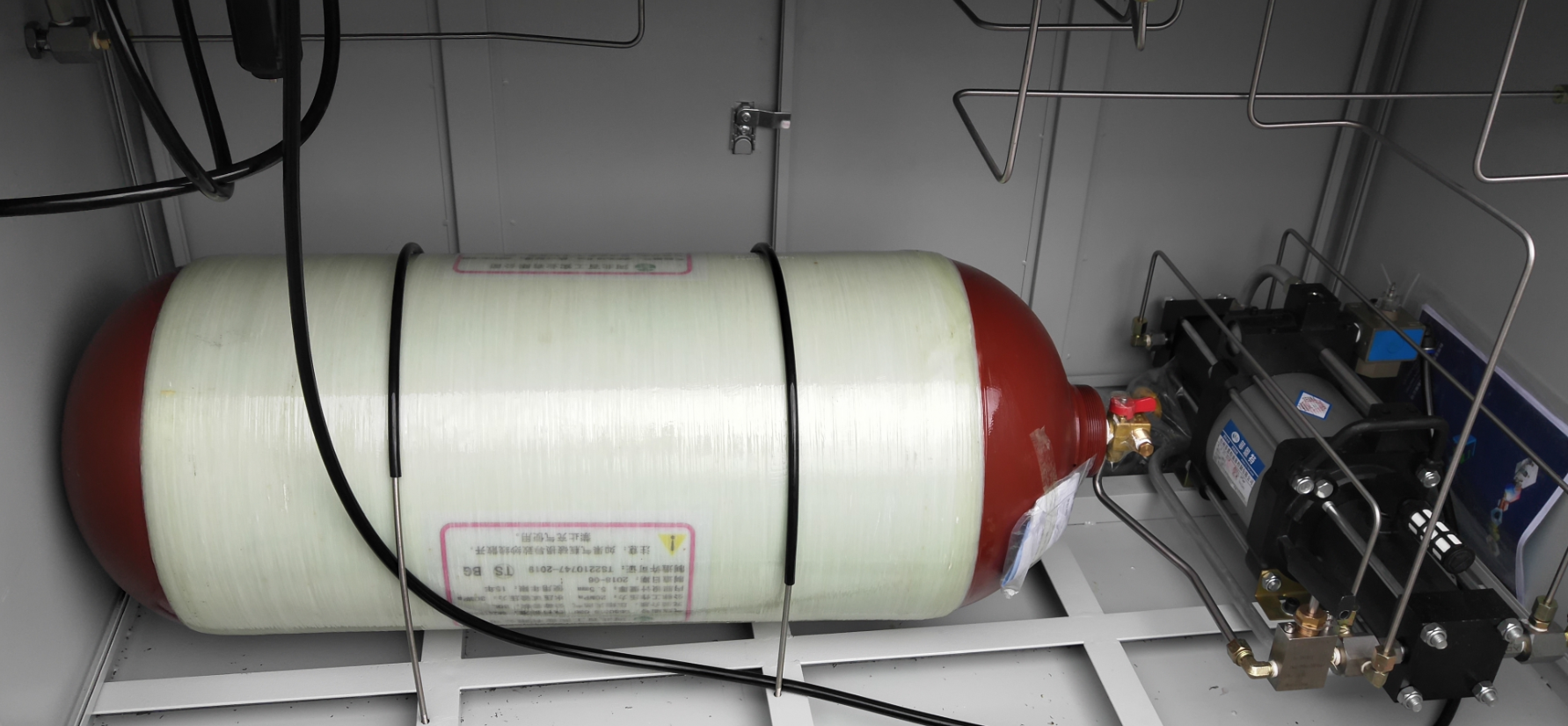
气体增压系统典型应用如下
1、工程概况
铜矿峪矿选矿厂节能技术改造完成后,碎矿一段安装HP500圆锥破碎机4台,HP6圆锥破碎机1台。2019年11月22日HP6圆锥破碎机3台蓄能器失压,解体检查后发现气囊破裂,更换新气囊后需重新补充氮气,但现有的氮气瓶压力只有90bar,无法满足充装要求。蓄能器使用于破碎机过铁释放总成,与释放缸配套使用,当破碎机在过铁或其他负载突然增大时,释放缸的液压油可以瞬间的流回蓄能器,快速的抬升活塞杆,从而更好的保护破碎机零部件,减少冲击负载对机器的伤害。
5台HP系列圆锥破碎机共有3种共计30台蓄能器,充装压力分别为105bar、120bar、170 bar,目前工业氮气瓶标定压力为150bar,一般充装到120bar,而实际到货氮气压力只有90 bar左右,无法满足蓄能器充装要求。经与破碎机厂家和相关技术人员咨询,可使用气体增压系统对氮气进行增压,满足蓄能器充装压力。
本次供货范围为铜矿峪矿选矿厂气体增压系统1套。
2、环境条件
2.1 工作条件
增压气体为氮气。
2.2 使用地点
铜矿峪矿选矿厂碎矿一段。年最高温度:45℃ ,最低温度:-15℃,平均相对湿度:65%。
3、设备性能及技术要求
3.1 供货设备名称及数量
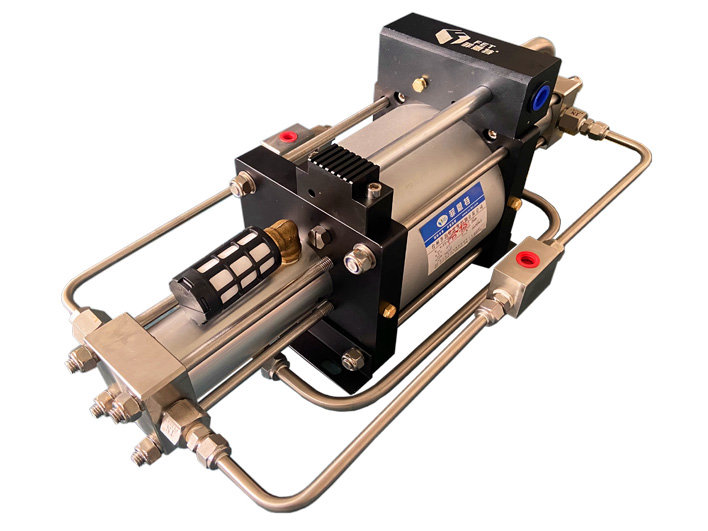
气体增压系统1套,包括1台菲恩特牌气体增压泵、气动二联体、压力表,手阀门,高压针阀,卸荷阀,安全阀。
3.2 供货要求
供货范围不限于以上内容,供货方需根据现场需求提供配套的转接头、连接管等辅材,提供保证设备正常运行所需标准配置的各类附件,满足系统安装和用户功能需求,负责气体增压系统现场安装及使用维护培训工作。
3.3技术要求
(1)加压范围:0-20Mpa可调;
(2)介质:氮气;
(3)高压出口:1工位;
(4)介质温度:常温;
(5)进气压力:1-100bar;
(6)驱动气压:0.3-0.8Mpa;
(7)核心动力装置:1台ZTD25增压泵;
(8)标态流量:单台154(PA=20)L/min 84L;
(9)控制方式:手动控制;
(10)气动二联体:UFRL04二联体;
(11)增压泵密封件全部为进口密封件。