






Mobile phone: 18815239758 (same as WeChat)
Phone: 0576-89881178
Phone: 0576-89825885






Oxygen booster pump
Due to the characteristics of oxygen (flammable and explosive), the manufacturing of oxygen booster pumps is designed with high temperature resistance and stainless steel materials;
Our company's oxygen booster pump has unique production experience in boosting oxygen. The oxygen booster pump uses a single gas controlled non-equilibrium gas distribution valve to achieve the reciprocating motion of the pump, all made of aluminum alloy and stainless steel,
All seals are imported high-quality products, and the designed driving pressure is 10 bar. To ensure the service life of the pump, it is recommended that the driving pressure be ≤ 8 bar.
The drive piston diameter of this series of pumps is 160mm, which is a single acting pump. All single acting pump heads are equipped with exhaust cooling.
Pneumatic gas booster pump
One Performance and characteristics:
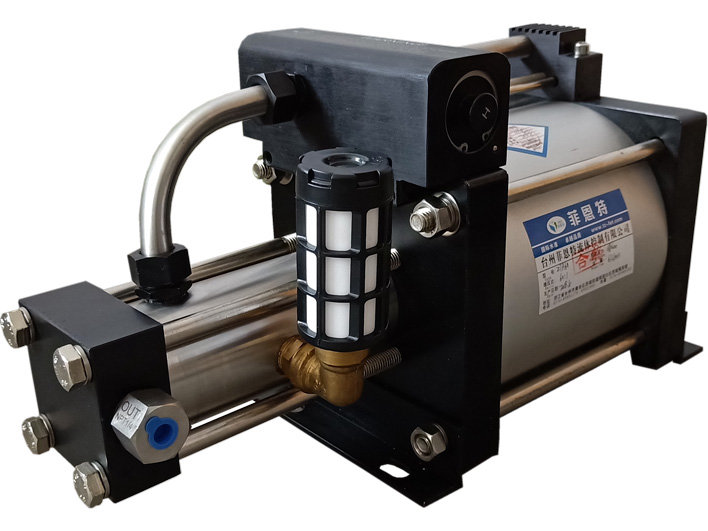
The ZTA, ZTD, ZTT series gas boosting unit oxygen booster pump is an advanced boosting equipment independently researched and developed by our company. This device uses compressed air as power to pressurize gases such as air, oxygen, nitrogen, carbon dioxide, etc. This device is an independent boosting unit, connected in series in the boosted pipeline. This series of gas booster pumps has the characteristics of fast boosting speed, long service life, stable pressure, large flow rate, simple operation, convenient maintenance, and OK use. It adopts a single gas controlled unbalanced gas distribution valve to achieve the reciprocating motion of the pump. All are made of aluminum alloy and stainless steel, and all seals are imported high-quality products. The designed driving pressure is 10 bar. To ensure the service life of the pump, it is recommended that the driving pressure be ≤ 8 bar.
The driving piston diameter of the ZTA series oxygen booster pump is 160mm, which is a single acting pump. All single acting pump heads are equipped with exhaust cooling.
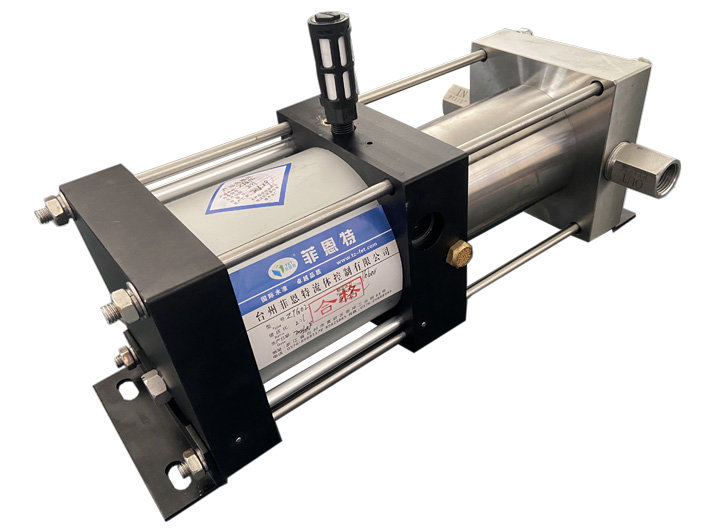
The ZTD series oxygen booster pump is a double headed pump manufactured on the basis of the ZTA series. The flow rate of this series of pumps is twice that of the same model in the ZTA series.
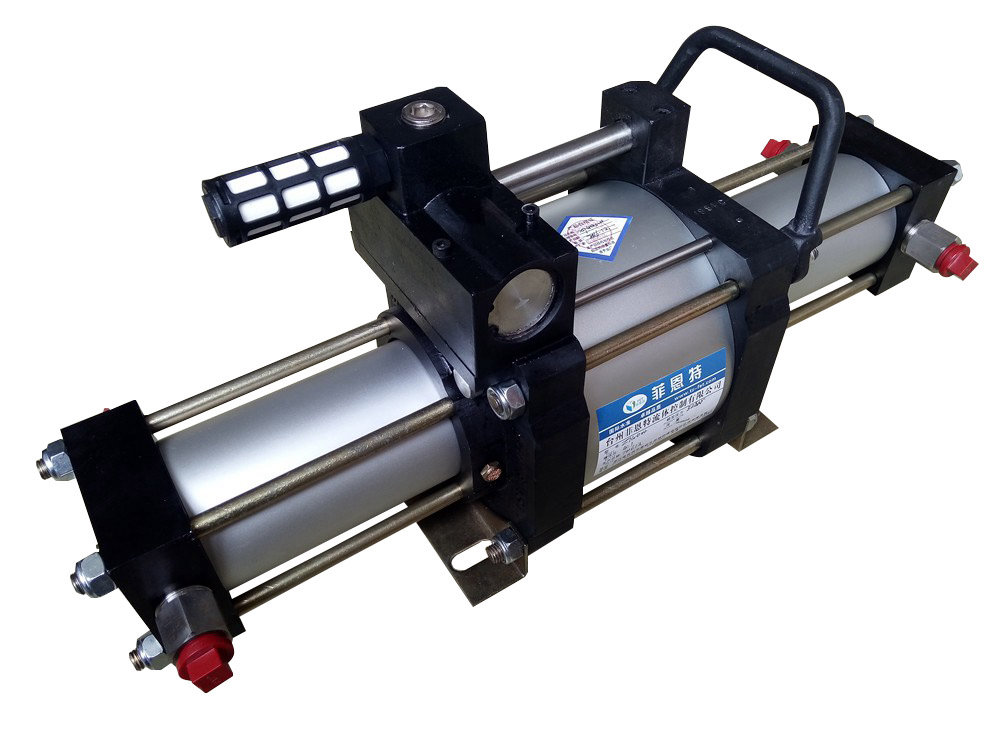
The ZTT series oxygen booster pump is a two-stage booster pump that can increase the pressure of extremely low pressure gases to very high pressures.
II Application scope: Air conditioning coil detection, valve airtightness detection, pressure vessel detection, constant replenishment of gas in storage tanks, ordinary compressors to increase air pressure, pneumatic valves and actuators, coordinate measuring instruments, pneumatic marking machines, CNC machine tool clamping devices, pneumatic bundling machines, inkjet printers, cylinder clamping force insufficient and other places
Individual or partial devices in the gas path require high pressure.
When the pressure in the main air circuit of the factory drops and the operating pressure of the pneumatic device cannot be guaranteed, a booster pump is used to provide high-pressure gas to maintain the normal operation of the pneumatic device.
3. Large caliber cylinders cannot be configured, but the output force must be ensured.
4. Pneumatic remote operation requires pressurization to compensate for pressure loss.
5. It is necessary to increase the hydraulic pressure of the linkage cylinder.
6. I hope to shorten the time it takes to inflate the gas cylinder to a certain pressure.
7. Used for airtightness testing.
8. Used for filling various gases.

3、 Characteristics of oxygen booster pump
1. Automatic pressure maintenance of oxygen booster pump: Regardless of the reason for the pressure drop in the pressure maintenance circuit, the booster pump will automatically start to supplement the leakage pressure and maintain a constant circuit pressure.
2. Reliable operation of oxygen booster pump: It is driven by gas, without arc or spark, and is fully used in places with flammable and explosive liquids or gases.
3. Easy maintenance of oxygen booster pump: Compared with other gas driven pumps, the booster pump can complete the same work, but it has fewer parts and seals, making maintenance simple
4. High cost-effectiveness of oxygen booster pump: The booster pump is a plunger pump that rapidly reciprocates during operation. As the output pressure increases, the pump's reciprocating motion slows down until it stops. At this point, the pump's pressure remains constant, energy consumption is low, and all components stop moving.
4 Advantages of Fuente gas boosting unit:
1) Compared with traditional gas superchargers, this supercharger produces smaller pulses and has stable pressure output. The output pressure value can be adjusted to the allowable pressure range in the working environment through an additional pressure reducing valve.
2) Compared with high-pressure air compressor systems and high-pressure compressors, this unit has low noise and low input costs. When the set pressure is reached, there is no additional energy consumption, so its energy consumption is small and energy-saving.
3) Easy to use. The turbocharger is fully pneumatic controlled, connected to the driving gas inlet, the pressurized gas inlet, and the pressurized gas outlet to operate; By adjusting the pressure of the driving gas source, the pressure of the pressurized gas can be infinitely adjusted.
5、 Composition and principle
1. Gas section
This part consists of a lightweight reducing piston with an O-ring seal and a sleeve with an outer layer of glass fiber winding or hard aluminum coating, filled with epoxy resin in the middle. The piston is placed inside the sleeve. The diameter of this air piston is constant for any series of pneumatic pumps. When compressed air enters the pneumatic device, it forces the piston into the compression stroke, and then the air drives the piston back to perform the suction stroke (except for M-series pumps with spring automatic return function). Unlike many other pumps, pneumatic device pipelines do not require the use of lubricants due to their inherent low friction characteristics and lubrication during assembly.
2. Hydraulic part
The piston/plunger of the hydraulic device is directly connected to the piston, and its lower end is installed inside the hydraulic device housing. Its diameter determines the compression ratio of the pump, thereby determining the output flow rate and pressure. Its function is to suck liquid in through the inlet control valve and let it flow out through the outlet control valve at a higher pressure. The device is equipped with a spring check valve for controlling the liquid inlet and outlet channels. When the piston/plunger of the hydraulic device is in the suction stroke, the inlet control valve opens and the outlet control valve is held closed by a spring, introducing liquid into the pump. During the boost stroke, the inlet control valve closes, and the piston/plunger of the hydraulic device forces the liquid to flow out through the outlet control valve. The dynamic sealing ring is located around the piston/plunger of the hydraulic device and is an almost wear-resistant component. Its function is to hold liquid under pressure during circulation and prevent external leakage or infiltration of gas devices. Different sealing materials and forms were selected based on the medium, operating temperature, and pressure ratio of the pumped liquid. Note: Most pumps use a positioning element between the pneumatic and hydraulic parts to completely separate them and perform pollution-free operation.
3. Air circulation valve
This part consists of a controller and a plunger, which allows compressed air to flow to any end of the air piston based on its position. The piston pushes the control valve at the upper and lower ends of its stroke, alternately boosting and ventilating the large area of the slide valve to control the reciprocating motion of the airflow towards the air piston and maintain a circulating state. When air is discharged from the pump, it needs to pass through an exhaust muffler. Unlike many other pumps, the pump does not use a metal to metal tight fit in its design, which can prevent the consequences of air leakage causing the plunger to terminate operation.
Gas driven gas boosting unit
The gas driven gas boosting unit is based on a booster pump as the core, and various equipment is added on the basis of the booster pump to meet customer requirements.
ZTA ZTD ZTT oxygen booster pump information can be consulted with our company. The following picture is the appearance of the oxygen booster system
Oxygen pressurization system
 Oxygen booster pump
Oxygen booster pump

